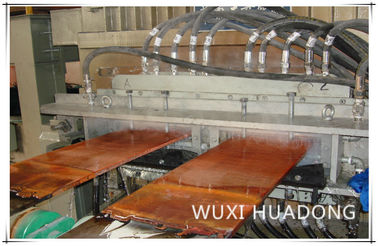
آلة تشكيل الشريط المستمر بالألواح الأفقية المستمرة من النيكل بسماكة 16 مم



الشروط الفنية للمنتج
1. مواد الصب: نيكل cupronickel
2. مواصفات الصب: سمك: 16 مم × العرض: 200 ملم
المعدات الرئيسية المعلمات التقنية
1. سرعة الصب:
سرعة الجر: 0-64 - مم / ثانية (ستبليس قابل للتعديل)
سرعة رد الفعل: 0-64 - مم / ثانية (ستبليس قابل للتعديل)
الشريط أفضل سرعة خطية: 90-200 - مم / دقيقة
2. معدات الطاقة:
فرن الصهر متوسط التردد: 250 كيلو واط
عقد الفرن: 75 كيلو واط
سيرفو جرار: 3.5 كيلو واط
3. آلة قطع متزامن
قوة المحرك: 3 كيلو واط
مقياس شفرة المنشار: Ф 355
معدل التغذية: تنظيم سرعة ستبليس الهيدروليكية
مقياس النشر: فصيلة النحاس ، النحاس
تحامل نوع الجانب: الهيدروليكية
4. لف لفائف الوزن: 4000-5000 كجم
القطر الداخلي: 500-800 - مم Φ
القطر الخارجي: Φ 1600 ملم
5. قيمة الضوضاء وحدة: 85 ديسيبل (أ) أو أقل
6. وحدة خط المدرسة الثانوية: + 1000 مم
7. وحدة انتقال الاتجاه: انتقال الصحيح
السعة الإنتاجية
تدفق واحد: 200-200 كجم / ساعة (16 ملم) عرض النطاق الترددي: 200 ملم ، سمك:
الفصل الثالث معلمات العملية الرئيسية ووصف العملية
معلمات عملية رئيسية
الإنتاج: 200-300 كجم / ساعة
نطاق التحكم في درجة الحرارة: 1300 ℃ أو أقل
عقد دقة التحكم في درجة حرارة الفرن: + / - 3 ℃
نطاق ضبط الشد والسحب: الدفع: من 0 إلى 64 مم / ثانية + / - 0.1 مم (لا)
راشيل: 0-64 - مم / ثانية + / - 0.1 مم (لا)
نطاق آلة الصب: لتنظيم الجر: 0-64 - مم / ثانية + / - 0.1 مم (لا)
الخلفية: 0-64 - مم / ثانية + / - 0.1 مم (لا)
صب الرصاص أكبر سرعة خطية: 0-200 مم / دقيقة
اللف نطاق الضبط هو: قطر لفة Φ 500 - Φ 800 مم
Φ لفة قطرها 1600 ملم
أكبر سرعة اللف: 250 مم / دقيقة
مجموعة راقصة: 0.95 إلى 0.75
درجات برج متعرج: 40 م أو أقل
وحدة استهلاك الطاقة: 380-420 كيلو واط / طن
وصف العملية
عملية إنتاج الصب المستمر الأفقي من النيكل الشريطي على النحو التالي:
النحاس كهربائيا إلى فرن ذوبان متوسطة التردد ، وتعديل التكوين لفرن القابضة - العفن - الوقت التبريد ، والتبريد الثانوي لآلة دمية ، آلة القص ، آلة اللف
اختيار المواد الخام على النحو المنصوص عليه في ملف التكنولوجيا (النحاس كهربائيا) ، سينضم إلى فرن الصهر متوسطة التردد صهر المواد الخام ؛
لفرن الصهر ، إضافة سمك معين من عامل الطلاء ، وإضافة المواد الخام بانتظام الكمية ، ذوبان فرن تجويف جيدة تفريغ المياه المنصهرة النحاس الهيدروليكي في تجويف الفرن القابضة ، والحفاظ على الحرارة من النحاس السائل درجة حرارة السائل في الفرن ، والسيطرة تلقائيا ، والنحاس في درجة حرارة الصب الفرن القابضة والحفاظ على المياه في مستوى معين من النطاق ، والنحاس تحت تأثير مستوى السائل ، وتدفق المياه في القالب ، عن طريق بلورة العفن التبريد في قطاع ، البليت النحاس المستمر بقيادة آلة وهمية ، لتشكيل الشكل المطلوب للبلاطة. لوح في المخرج مزود بجهاز قياس درجة الحرارة مجهز بنظام تبريد ثانوي ، يمكن ضبط معدل تدفق ماء التبريد ، درجة حرارة الماء ، مراقبة ضغط الماء في الوقت الفعلي ، عندما تكون درجة حرارة الماء أعلى من القيمة المحددة ، ضغط الماء يكون أقل من القيمة المحددة عند توقف آلة الصب عن الرسم. باستخدام هذه الضوابط ، وذلك أساسا لضمان درجة حرارة التبلور ، واستقرار معلمات العملية ، لضمان جودة المنتج وسلامته.
يتم سحب الشريط بواسطة الجرارات ، وقفة الجرار ووقت الدفع العكسي قابل للتعديل ، ويجب أن يكون ذلك طبقًا للمواد المختلفة والمواصفات المختلفة وجودة السطح للحالة وتحديد أفضل معايير التحكم وضبطها في الوقت المحدد ، بقيادة التحكم في برنامج PLC ، والتنفيذ دورات ، توقف ، backstepping.
الشريط بعد آلة الدمية لإرسال الشريط إلى آلة قطع متزامن.
وشى شرق الصين فرن المحدودة
No.3 باشي فورونج المجمع الصناعي ، منطقة شيشان ، مدينة ووشى ، مقاطعة جيانغسو ، الصين
Tel: +86 510 83788308
الفاكس: +86 510 83786308
Mob: +86 139 2112 5611
وشات: 86 139 2112 5611
واتس اب: 86 139 2112 5611
 يجب أن تكون رسالتك بين 20-3000 حرف!
يجب أن تكون رسالتك بين 20-3000 حرف!